

新聞資訊
沖壓機械手的調試方法
沖壓機械手的調試方法
沖壓機械手目前已被廣泛使用于沖壓自動化生產中,為確保沖壓機械手高效率和安全的使用,在開始工作前需要進行調試,在日常維護和保養(yǎng)中也需要專業(yè)的方法以及措施,良好的維護保養(yǎng)措施能夠最大程度的提高沖壓機械手的工作效率,本文主要針對這些問題進行說明。
沖壓機械手屏幕校正的作用,主要是為了防止在實際操作的過程中,你按在A點卻是B點在動作,造成不應該的動作,防止安全風險。觸摸屏又分為電阻屏和電容屏,電容屏相對穩(wěn)定一般無需修正,也有的需要校正主要是由于電容量與轉換電路之間的輕微變化,電阻屏會因導電層隨著時間與電壓的變化產生輕微偏移,為了更好的與LCD顯示屏上的功能與圖案相對應,重新校正一下標準位置,如果不校正可能會產生線性偏移,一般好的屏也是無需校正,校正一次可以使用很長時間,也無須過度擔憂。
校正的方法一般采用二點校正法,三點校正法及五點校正法,不管那種校正法其主要目的就是通過讀入幾個點的坐標值后,計算出校準系數并保存,校正以后每次點擊觸摸屏得到的觸摸屏坐標,通過加入校正系數,使點擊坐標與實際屏幕坐標重合,校正一般是觸摸屏自帶的功能不需要另外設定。
沖壓機械手調試方法
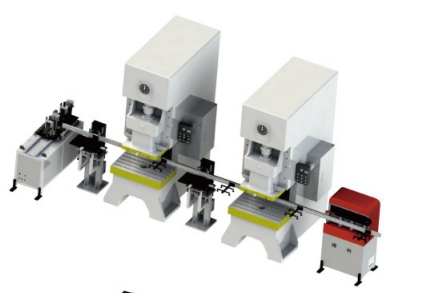
沖壓機械手目前已被廣泛使用于生產中了,為確保沖壓機械手的安全應用,沖壓機械手在使用前需要先進行調試,調試方法主要從以下三方面著手:
1、機械手臂間間隔:更換模具時,將材料放置在升降機內, 將左邊機械手臂吸盤中央對準材料中央,將右邊機械 手臂吸盤中央對準模具中央。手動調節(jié)機械手Z 軸升 降高度,調節(jié)相應傳感器的位置來調整機械手臂間的間隔。
2、機械手運行速度:手動分步運動,檢驗機械手行程、吸盤位置、Z軸高度是否合適后,調節(jié)機械手運行速度,以機械手運行不亂為尺度,一般節(jié)拍為4-8秒。
3、調節(jié)模具間距:需要確保模具間距相同、水平面高度相同。(采用沖壓機械手生產時,需采用統一的外形模胚,在沖床上做好模具定位塊,以方便更換模具。
所屬類別: 新聞資訊
 ??????????????
?
??????????????
?